
 English
English 
Der vorige Blogbeitrag Frag die Produktmanagerin: werden immer noch richtige Bergkristalle zur Produktion von Schwingquarzen verwendet? behandelte die ersten Schritte in der Produktion der kleinen Taktgeber. Quarze werden in Autoklaven künstlich bis zu einem Gewicht von mehreren Kilos herangezüchtet.
Von hier aus sind wir also noch ein paar Produktionsschritte von den winzigen Bauteilen entfernt, die schließlich auf den Platinen platziert werden. Wie geht es jetzt weiter?
Vom Quarzblock zu Quarz-Wafer
Zunächst einmal wird die Bezugsebene Z des Blocks plangeschliffen. Nach dem Schleifen ist die Z-Ebene des Quarzblocks genau definiert und der Block kann weiterbearbeitet werden.
Jetzt werden sogenannte Quarz-Wafer, also Barren, aus dem Block geschnitten. Die Sägeausrichtung ist entlang der X-Achse. Auch der Keimling wird herausgeschnitten. Wir erinnern uns: Dieser wird für die synthetische Quarzzucht erneut verwendet.
Vom Quarz-Wafer zum Quarzblank
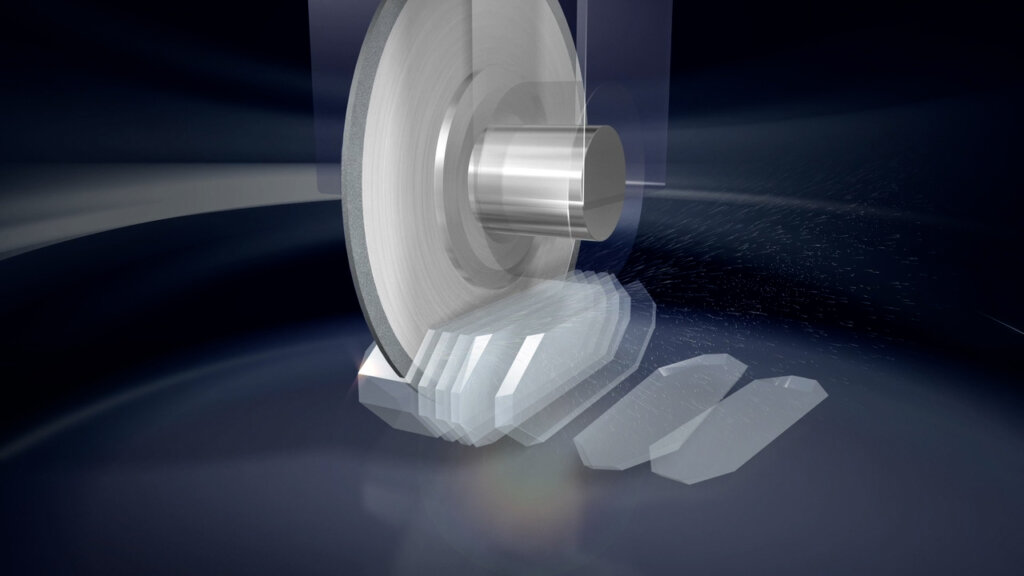
Nun werden kleine Kristallplättchen aus dem Wafer geschnitten. Der gewünschte Schnittwinkel liegt hier bei 35 ° – man spricht auch vom „AT-Schnitt“. Warum genau dieser Schnittwinkel wichtig ist, können Sie hier nachlesen.
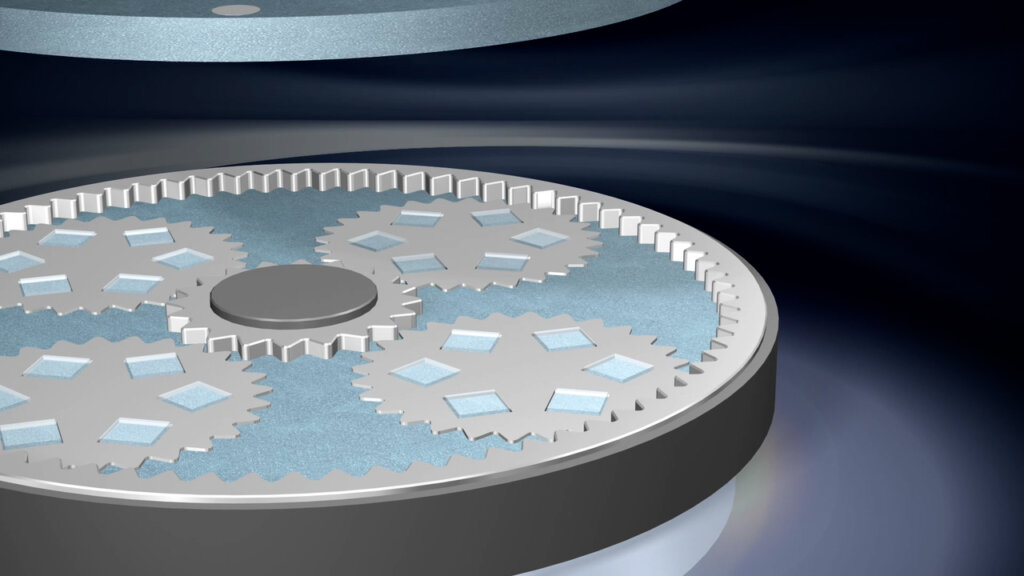
Daraufhin werden die Quarz-Blättchen planparallel gelappt, also geschliffen, bis die gewünschte Dicke erreicht ist. Diese ist abhängig von der Frequenz, die das Blättchen am Ende haben soll. Die Zielfrequenz, die während diesem Produktionsschritt angestrebt wird, ist in der Regel etwas unter der finalen Zielfrequenz. Die gelappten Blättchen werden nun in rohe Blanks geschnitten und erneut dem Schleifen unterzogen.
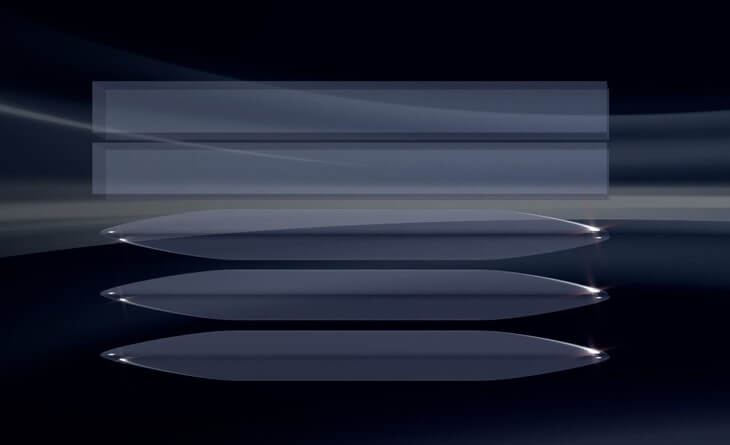
Der nächste Bearbeitungsschritt heißt „Beveling“, auf Deutsch „Trommeln“. Danach hat das Quarzblättchen im Querschnitt die Form eines Kissens. Die Optik ist aber nicht der Grund für den Prozess, zumindest nicht direkt: Diese Form ermöglicht einerseits den einfacheren Einbau in Haltersysteme und andererseits wird der vibrierende Bereich des Blättchens verkleinert. Dadurch werden Nebenresonanzen vermieden. Mehr Details und Hintergründe zu diesem Produktionsschritt finden Sie hier.
Nachdem die Frequenz mithilfe von Röntgenstrahlen überprüft wurde, werden die Quarzblättchen gewaschen. Damit sind die Bauteile optimal vorbereitet für das Anbringen der Elektrode. Erneut werden die Blättchen nach ihrer Frequenz sortiert, wobei sie auch in diesem Schritt noch etwas über ihrer Zielfrequenz sein sollten. Warum? Das Anbringen der Elektrode verringert die Frequenz etwas, was daher bereits in den Schritten davor beachtet werden muss.
Schließlich fehlen noch die Elektroden. Sie werden durch eine Schablone aufgedampft – auch „Sputtering“ genannt. Damit ist das Blank soweit fertig vorbereitet und es kann in das Gehäuse montiert werden.
Die letzten Schritte schauen wir uns im folgenden Blogbeitrag genauer an: Von der Montage zum finalen Produkt – die letzten Schritte im Quarz-Herstellungsprozess




